
 EN
EN ZH
ZH
© SATRA Technology Centre. Reproduction is not permitted in any form without prior written permission from SATRA.
EN 388 – assessing mechanical risks
Reviewing the key aspects of this important document.

Image © iStock.com/photoschmidt
General-purpose protective gloves account for the largest market share of all personal protective equipment (PPE) sold and they protect wearers from a wide range of hazards. To assist wearers with the selection of appropriate gloves, several European safety standards – including EN 388:2016+A1:2018 – have been developed, enabling levels of protection against different risks to be defined. These defined levels of protection enable appropriate gloves to be selected, based on the hazards and risks identified for a specific work activity.
The EN 388:2016+A1:2018 standard is intended to be used in conjunction with EN ISO 21420:2020 – ‘Protective gloves. General requirements and test methods’, which is designed to ensure that the gloves themselves do not cause harm to the wearer, the length is appropriate to the end use, and the wearer has the ability to pick up objects of different sizes, as well as assessing the comfort of the glove.
EN 388:2016+A1:2018 specifies requirements, test methods, marking and information to be supplied for protective gloves against the mechanical risks of abrasion, blade cut (cut resistance method (EN ISO 13997:1999)), tear, puncture and, if applicable, impact. The test procedures include a separate test for each of these properties. A performance level is determined according to each test result – the higher the number or ascending letter, the greater the level of protection. Results are displayed using a pictogram (figure 1), permitting clear understanding of the capability of the glove.

Figure 1: Understanding the hammer pictogram for mechanical risks
Abrasion resistance
The abrasion resistance test is undertaken on a Martindale abrasion machine, in which specimens of the material (cut from the palm of the glove) are fitted to a rubbing head of fixed size and weight. This head is then moved in an elliptical motion over a table covered with 180 grit abrasive material.
Four specimens of the material are tested, with the test result being the number of cycles required to abrade through (that is, to hole) the material. For knitted gloves, the test is completed when one thread is broken or, for woven fabrics, when two separate threads are broken. The performance level of a single material is decided by the lowest result of the four tests. For multiple layer materials (where the test specimen is made of several unbonded layers), each layer is tested separately and the performance level is based on the sum of the number of cycles.
Four levels of performance are defined within EN 388:2016+A1:2018, ranging from ‘Level 1’, (which is equivalent to holing between 100 and 499 cycles) to ‘Level 4’, where holing does not occur before 8,000 cycles, as shown by table 1.
| Table 1: Levels of performance | |||||
| Test | Level 1 | Level 2 | Level 3 | Level 4 | Level 5 |
| Abrasion resistance (number of cycles) | 100 | 500 | 2,000 | 8,000 | – |
| Circular blade cut resistance (index) | 1.2 | 2.5 | 5.0 | 10.0 | 20.0 |
| Tear resistance (N) | 10 | 25 | 50 | 75 | – |
| Puncture resistance (N) | 20 | 60 | 100 | 150 | – |
Circular and straight blade cut resistance
The circular blade cut test is carried out on a blade cut resistance tester, which consists of a counter rotating blade (under a standard 5 N contact force) which tracks backwards and forwards over the flat surface of the test material within a fixed stroke length (figure 2).

Figure 2: Circular cut resistance test
Where multiple layer materials are present, the layers are assembled and tested as they would be in the glove. The test stops when cut-through of the blade is detected (via electrical contact with the underlying surface) or when 60 cycles is reached, and the number of strokes completed by the blade is recorded. To take the sharpness of the blade into account, the test is performed using a standard canvas control material both before and after testing the specimen. A ‘blade cut index value’ is calculated from the number of cycles required to cut through the specimen and the mean number of cycles required to cut through the control material.
A specimen is taken from two separate gloves and five test cuts are made on each, which allows for any variation across gloves. A mean blade cut index is calculated for each specimen tested. The performance level is based on the lower mean blade cut index of the two specimens, ranging from a ‘Level 1’ cut resistance index of greater than 1.2, up to ‘Level 5’, with a cut resistance index greater than 20, as shown in table 1.
Using the circular blade cut test for composite fibre-based materials (including advanced technology aramids) and other specialised materials has its limitations. For all these products, which are designed to achieve high levels of cut resistance, the dulling of the blades during the extended testing means that results for the second control specimen can be meaningless. Glass fibre and abrasive surfaces may also give variable results between individual cuts, due to local variations in the specimen. Steel fibres risk creating an electrical contact with the specimen holder, thus indicating a false reading in the cut-through point.
The alternative straight blade cut test method given in ISO 13997:1999 – ‘Protective clothing – Mechanical properties – Determination of resistance to cutting by sharp objects’ is fully referenced within EN 388:2016+A1:2018. If, during the first sequence (control cut, cut test and control cut 2), the number of cycles to cut through the reference material increases by a factor greater than three, the ISO 13997:1999 cut resistance method becomes the reference test method for the assessment of cut protection. This test is alternatively known as the ‘TDM cut resistance test’.
The test uses a straight blade drawn across a specimen until cut-through takes place (figure 3) and measures the contact load applied to the blade in order to make a cut-through over a 20 mm stroke length. Because the blade only travels once over the specimen and each blade is only used once, the problem of blunting blades with repeated cycles is eliminated. A number of tests are carried out with different contact loads applied to the blade. Force and cut-through length are plotted on a scatter graph and a trend line is generated. This is used to estimate the average contact force necessary to cut through the glove material with a 20 mm stroke length.

Figure 3: Assessing cut resistance with a straight blade
Once determined, the identified force is applied to the specimen a further five times. If the results of the stroke length are within the defined tolerance levels, the test is then complete and the force has been determined. The performance levels range from ‘Level A’ cut resistance with a contact force between 2 N and 5 N, up to ‘Level F’, with a contact force greater than 30 N, as shown in table 2. There is no correlation between the levels of performance obtained through either cut method.
| Table 2: Levels of performance for materials tested with EN ISO 13997 | ||||||
| Test | Level A | Level B | Level C | Level D | Level E | Level F |
| Straight blade cut resistance (N) | 2 | 5 | 10 | 15 | 22 | 30 |
Tear resistance
In this test, specimens of material from the palm of four gloves (two from the ‘longitudinal’ direction and two from the ‘transverse’ direction) are prepared and clamped in the jaws of a standard tensile strength testing machine. The jaws are moved apart at a constant speed (100 mm/min), and the force needed to tear the material is measured. For single materials, the performance level is given by the lowest result of the four tests. For multiple, unbonded layers, each layer is tested individually. Four tests are carried out on each layer, and performance is based on the lowest individual result of the most tear-resistant material. EN 388:2016+A1:2018 defines the performance levels as ranging from ‘Level 1’, whereby the specimen can resist a peak force between 10 N and 25 N, to ‘Level 4’, where the tear strength is at least 75 N.
Puncture resistance
Once again, test specimens are taken from the palm of the glove and, in the case of multiple, unbonded layers, the layers are assembled and tested together as they would be in the glove. The test uses a standard, rounded stylus which is pushed 50 mm into the specimen at a constant speed of 100 mm/min using a compression test machine. The maximum resistance force is recorded. Performance levels are based on the lowest of four test results – defined in EN 388 as being from ‘Level 1’ (with a puncture resistance force of between 20 N and 60 N) to ‘Level 4’, which has a measured resistance of at least 150 N.
Impact resistance
EN 388:2016+A1:2018 contains a test for impact resistance where testing is carried out in accordance with clause 6.9 of EN 13594:2015 – ‘Protective gloves for motorcycle riders. Requirements and test methods’. This is now a mandatory test for gloves which incorporate specific impact-resistant properties which may be added to the palm, back of the hand or the knuckles. In this test, gloves are cut, opened out flat, so that the area of impact protection can be tested independently, and secured over a domed anvil. The test area is impacted with a 2.5 kg flat face striker from a sufficient height to provide impact energy of 5 J. The peak force – detected by a load cell or sensor mounted beneath the anvil – is recorded.
Four tests are carried out on specimens of each area of protection taken from four different gloves. Gloves must meet the requirement of ‘Level 1’ of EN 13594:2015 – that is, the mean transmitted force shall be ≤ 7.0 kN with no single results greater than ≤ 9.0 kN. Other requirements include no part of the glove cracking or shattering to produce sharp edges, and chamois leather not tearing or holing.
Marking of gloves
For gloves satisfying the requirements of EN 388:2016+A1:2018, the mechanical properties of the glove shall be shown in a pictogram, followed by the respective performance levels of each mechanical test (see figure 1). The first number corresponds to the abrasion resistance, the second to the circular blade cut resistance, the third to the tear resistance, the fourth to puncture resistance and the fifth character (a letter) to the straight cut test. If either the circular blade cut test or the straight blade cut test has not been performed, an ‘X’ should be used in place of an achieved level. In addition, a marking code ‘P’ may also be added for gloves meeting the impact-resistant requirements of EN 388:2016+A1:2018. For the first four tests, it is a common convention to indicate ‘0’ when ‘Level 1’ cannot be attained. The pictogram is not to be used if the glove does not achieve at least ‘Level 1’ or ‘Level A’ for at least one protective category.
User instructions
When compared with EN 388:2003, EN 388:2016+A1:2018 has some additional requirements for the user instructions to be supplied with the gloves. If impact protection is claimed, the user instructions shall state the part of the glove for which the protection is claimed, and highlight that the protection does not apply to the fingers. For gloves with a tear performance of ‘Level 1’ or greater, a warning must be included that these gloves should not be worn where there is a risk of entanglement with moving parts of machines. Finally, for products where performance levels are given for both cut tests, include the statement: ‘The circular blade cut test results are only indicative while the straight cut resistance test is the reference performance result’.
Impact of new European PPE Regulation (EU) 2016/425
Due to the PPE Regulation (EU) 2016/425, since 21st April 2019 it has been illegal to place gloves for mechanical protection on the EU market that have not been certified against the state-of-the-art (that is, EN 388:2016+A1:2018). As a Notified Body and an ISO 17025-accredited laboratory, SATRA is well placed to help glove manufacturers and suppliers with meeting their legal requirements. SATRA also manufacturers many of the test machines used for these glove tests and can set up in-house, certified testing laboratories for customers carrying out ongoing quality control and product development.
ISO 23388
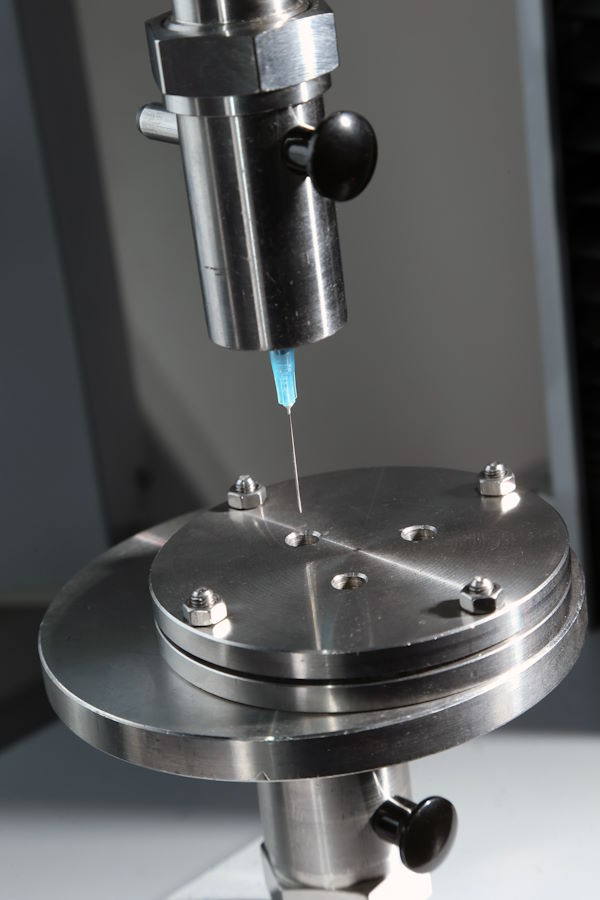
Figure 4: Conducting the hypodermic needle puncture test in ISO 23388
Looking to the future, work is being undertaken on the publication of ISO 23388. This is expected to be published in 2025 and is subject to change. However, there are a number of amendments being proposed which will include more levels being included and additional tests being included.
The proposed changes currently will affect the TDM cut test, the impact test and the inclusion of the hypodermic needle puncture test (see figure 4).
The changes being introduced for the TDM cut test include an additional level being added – ‘Level G’ – which will be for results achieving 40 N or more. Also, with the publication of ISO 13997:2023, this will be the new reference standard listed in ISO 23388. There are some changes contained in ISO 13997:2023, mentioning a new blade manufacturer and a new neoprene material which is used in process of blade calibration.
For impact resistance, instead of pass/fail criteria against which to assess the gloves, the proposal is the introduction of ‘Level 1’ and ‘Level 2’, both of which will have requirements for the mean transmitted force and individual results. The fingers will also now be taken into consideration, which are currently excluded from EN 388.
Following concerns raised in past years that the current puncture test is unsuitable to cover all types of puncture resistance, ISO 23388 is including resistance to hypodermic needle puncture to give more options when selecting which method is the most suited for the intended end use of the gloves. There will be levels ranging from ‘Level 1’ (≥ 2.0 N) to ‘Level 6’ (≥ 20.0 N). The result will be based on the mean and the standard deviation will be reported.
How can we help?
15 PER CENT DISCOUNT ON FIRST SATRA TEST — please click here.
Please email ppe@satra.com for further information on the revised EN 388 glove standard.